- How to set the knife clearance?
- Shearing angle and plate thickness
- QC11Y shearing and QC12Y shearing
- How to choose the capacity of a press brake?
- The spring-back of the material
- How the CNC press brake work?
- How to choose the V-die for a press brake ?
- How to solve barrel defect during roll bending
- How to solve reel defect during roll bending
- New foundation for 2019


How the CNC press brake work?
The CNC press is brake adopt the electric-hydraulic synchronous system. It’s organized by motor driving part ①, pressure control valves part ②, close-loop control valves part ③, closed proportioning valve magnifier ④, cylinder ⑤, position detecting system ⑥, CNC control system ⑦, and electrical system ⑧. The synchronization of the two cylinders are controlled by electric-hydraulic servo system.
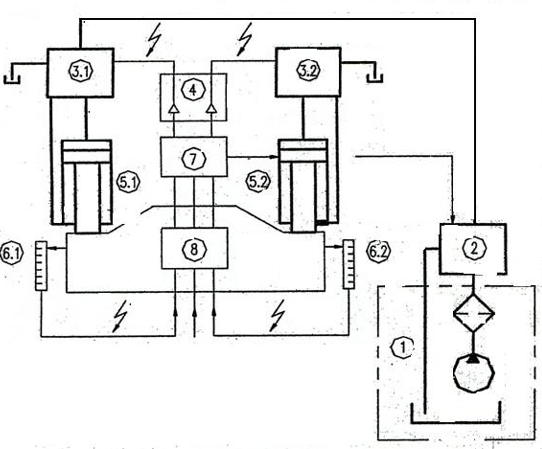
The motor driving part ① drive the hydraulic oil to two cylinders through pressure control part ② and close-loop control part ③, the cylinders ⑤ drive the ram move up or down, the action is detected by the position detecting part(encoder) ⑥ and be feedback to CNC part ⑦ and electrical system ⑧, the CNC will send out the signal to closed proportioning valve magnifier ④, and the closed control valves part ③ divide the hydraulic oil to two cylinder ⑤, the whole progress will help the ends of the ram to be synchronized. The CNC control system is a professional CNC control system for press brake.
There are two linear scales, which supplied by HEIDENHAIN(Germany) or FAGOR(Spain) installed on “C” plates on both sides, to inspect the positions of beam (Y1, Y2) and send out signal to the CNC control system. Then the CNC will control the volume of oil that flow into cylinders. So the parallelism between beam and worktable could be controlled within ±0.01mm
DELEM CNC control system, such as DA-52S,DA-56S,DA-66T, has automatic testing and self-diagnosis functions. Also, Programming is simply, just need put the dimensions of work piece and choosing tools, then CNC system could calculate the bending force and position of back gauge and beam automatically. Both of beam stroke and back gauge are all controlled by CNC system.
The proportional valve are supplied by REXROTH to ensure the synchronization and precisions.
Back gauge adopts rolling ball screw and rolling guide way to keep the position and re-positioning precision of X axis could reach ±0.1mm. according the bending works, the back gauge can be equipped with X1-X2-Z1-Z2-R1-R2 axis, and all of these axis could be controlled by the CNC control system.
Recently, with the developing technology of the robot system, the material feeding, bending, transferring, and stacking can be programmed to work as a complete flexible line. It’s greatly help to save the working time.


