- How to set the knife clearance?
- Shearing angle and plate thickness
- QC11Y shearing and QC12Y shearing
- How to choose the capacity of a press brake?
- The spring-back of the material
- How the CNC press brake work?
- How to choose the V-die for a press brake ?
- How to solve barrel defect during roll bending
- How to solve reel defect during roll bending
- New foundation for 2019


For press brake, we will use air bending normally.
As air bending is more frequently used than embossing, the former will be discussed in detail. As an option, your machine can also be fitted with punching equipment.
Calculation of the required force
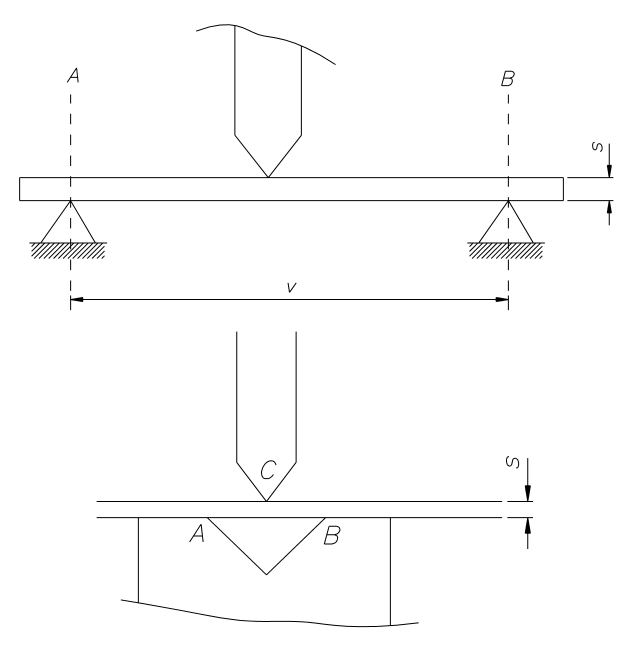
Air bending is based upon the principle in which a beam resting on 2 supports is subject to the pressure of a tip load. The efforts are located in three points, viz. A, B, and C.
The table lists the forces required to bend a steel plate with st = 420 N/mm2 and length = 1000 mm based on the following formula :
|
1.42 X L X σ b X t² F= ------------------------------------- 1000 V
|
in which :
F : presure expressed in kN
L : length of the bending plate, expressed in mm
R : tensile strength of the material, expressed in N/mm2
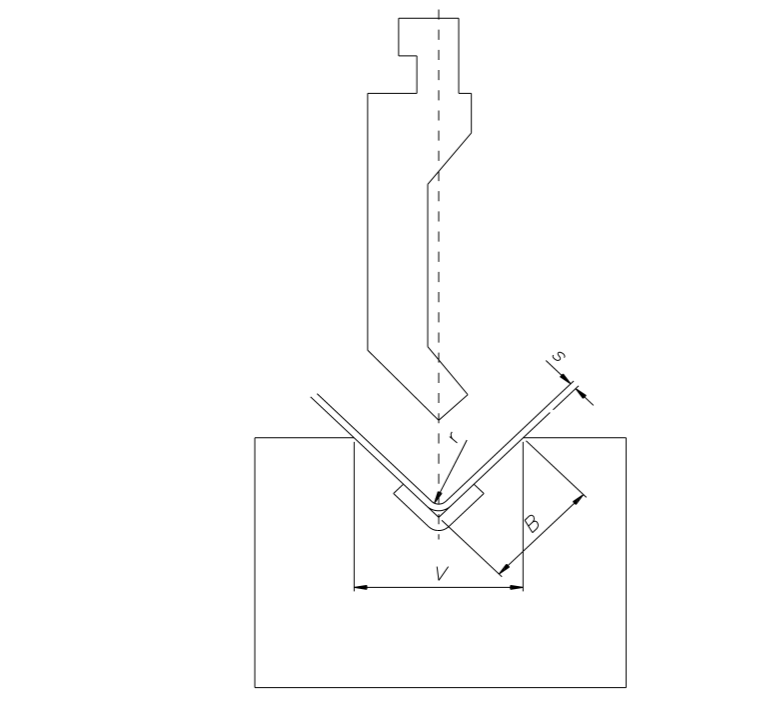
s : plate thickness, expressed in mm
V : width of the V-shaped die
As a rule the opening of the V-die should equal the thickness of the plate multiplied by factor 8.
V = 8 x s
Consequently, it takes no complicated calculations to determine the quantity of N required to bend any workpiece.
e.g. : material : steel
length : 2500 mm
thickness : 2 mm
tensile strength : 450 N/mm2
Pressure required : 2,5x80x2=400 kN
Press brakes used at full load may not be able to bend some workpieces, because :
- point A and B of the new die are acute and thus will set up greater friction forces.
- the tensile strength of the plate is higher than 400 N/mm2
In practise, the value of these 2 parameters may exceed the theoretical values by 10%.


